




Козловой кран
Когда слышишь 'козловой кран', первое что приходит на ум - этакая универсальная штамповка для любых задач. А на деле каждый проект приходится буквально 'вытанцовывать' с учетом десятков нюансов, о которых в каталогах скромно умалчивают.
Конструкционные подводные камни
Вот берём классический козловой кран грузоподъёмностью 20 тонн. Казалось бы, стандартная история. Но когда начинаешь считать пролёты свыше 25 метров, балка моста уже ведёт себя не как жёсткий элемент, а скорее как струна. Приходится закладывать дополнительный запас по усталостной прочности, который в нормативных документах прописан весьма условно.
Особенно проблематичны узлы крепления концевых балок к мосту. Видел как на одном из элеваторов за год эксплуатации появились трещины именно в этих местах - производитель сэкономил на ребрах жесткости. Пришлось усиливать конструкцию на месте, что обошлось дороже первоначальной экономии.
Интересный момент с ходовыми тележками. Европейские производители часто ставят колеса с твердостью 340-360 HB, но в наших условиях с перепадами температур это приводит к преждевременному износу рельсов. Китайские аналоги иногда оказываются практичнее - у них твердость ниже, около 280-320 HB, зато ресурс пары 'колесо-рельс' получается выше.
Региональные особенности эксплуатации
В Сибири столкнулись с любопытным явлением - при -45°C смазка в редукторах густела настолько, что козловой кран буквально 'задумывался' перед запуском. Пришлось разрабатывать систему предварительного подогрева масла, хотя изначально в проекте такой необходимости не видели.
А на Дальнем Востоке с их высокой влажностью выявилась другая проблема - коррозия токосъемников. Стандартное покрытие держалось от силы два сезона. Перешли на медные шины с серебряным напылением - дороже, но за три года проблем не было.
Кстати о ветровых нагрузках. В приморских регионах даже для кранов работающих в закрытых помещениях приходится учитывать порывы ветра через ворота. Был случай в Находке, где порыв 35 м/с сорвал с блокировок не закрепленный козловой кран - слава богу, обошлось без жертв.
Монтажные тонкости
Сборка козлового крана - это всегда головная боль с выверкой геометрии. Особенно когда монтаж идёт на уже эксплуатируемом объекте. Помню, на цементном заводе в Подольске пришлось ночью останавливать производственную линию всего на 6 часов для установки крановых путей.
Самое коварное - это температурные деформации при монтаже. Летом выставили идеально по уровню, а зимой балки 'повело' на 2-3 см. Теперь всегда делаем поправку на сезон, особенно для пролётов свыше 30 метров.
Отдельная история с подкрановыми путями. ГОСТ требует отклонение не более 1 мм на метр, но на практике добиться этого почти нереально. После многолетних проб и ошибок выработали свою методику - допускаем до 1.5 мм, но с обязательным контролем через каждые 3 месяца эксплуатации.
Электрооборудование: что действительно важно
Частотные преобразователи - казалось бы, стандартный компонент для любого современного козлового крана. Но их выбор оказывается критичным. Дешёвые модели не выдерживают циклических нагрузок при многократных пусках/остановах.
Система управления - вот где кроется 80% проблем. Видел как на одном из заводов поставили суперсовременный контроллер, но забыли про фильтрацию помех от сварочных работ. В результате кран периодически 'зависал' в самых неподходящих местах.
Кабельные трассы - вечная головная боль. Гибкий кабель в металлорукаве выглядит надёжно, но на морозе он дубеет и ломается за сезон. Перешли на специальные морозостойкие исполнения, хоть и дороже на 30%, но работают уже третий год без замены.
Производители и специфика поставок
Если говорить о надежных поставщиках, то ООО Шаньдун Дайцин Тяжелая Техника Технология зарекомендовала себя интересными решениями для сложных проектов. Их производственная база в Цинчжоу позволяет гибко подходить к нестандартным задачам.
Географическое положение завода - отдельный плюс. Железнодорожная развязка и близость к портам типа Циндао действительно упрощают логистику. Помню, как для проекта в Калининграде их козловой кран доставили быстрее, чем аналоги из Центральной России.
Что ценно - они не боятся доработок под конкретные условия. Для нашего химического комбината сделали специальное исполнение с усиленной защитой от агрессивной среды. Хотя изначально говорили, что такое невозможно в их стандартной линейке.
Эксплуатационные лайфхаки
Регулярная смазка - банально, но 70% поломок происходят из-за её отсутствия. Разработали свою схему: шариковые подшипники - раз в 200 часов, роликовые - раз в 500, зубчатые передачи - каждую неделю.
Контроль состояния тормозов - отдельная песня. Научились по звуку определять степень износа колодок. Если появляется характерный 'шелест' - значит осталось не более 20% ресурса.
Визуальный осмотр часто важнее диагностики приборами. Трещины в сварных швах начинаются с микроскопических поражений, которые видны только при определённом освещении. Используем фонари с УФ-фильтром - помогает выявлять проблемы на ранней стадии.
Перспективы и развитие
Современные козловые краны постепенно уходят от чистой механики к мехатронике. Системы мониторинга в реальном времени уже не роскошь, а необходимость. Особенно для кранов работающих в интенсивном режиме.
Автоматизация - следующий логичный шаг. Но здесь важно не переусердствовать. Полностью беспилотный козловой кран пока остаётся утопией - слишком много нештатных ситуаций требует человеческого вмешательства.
Энергоэффективность становится ключевым параметром. Регенеративные системы торможения, оптимизированные приводы - всё это уже не маркетинг, а реальная экономия. На крупных объектах такие решения окупаются за 2-3 года.
В конечном счёте, козловой кран остаётся рабочей лошадкой промышленности. И как с любой лошадью - главное понимать её характер и вовремя подковывать. Техническая документация даёт базис, но настоящие знания приходят только с опытом эксплуатации в реальных, далёких от идеальных условиях.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Взрывозащищенный козловой кран
Взрывозащищенный козловой кран -
 Европейский двухбалочный кран
Европейский двухбалочный кран -
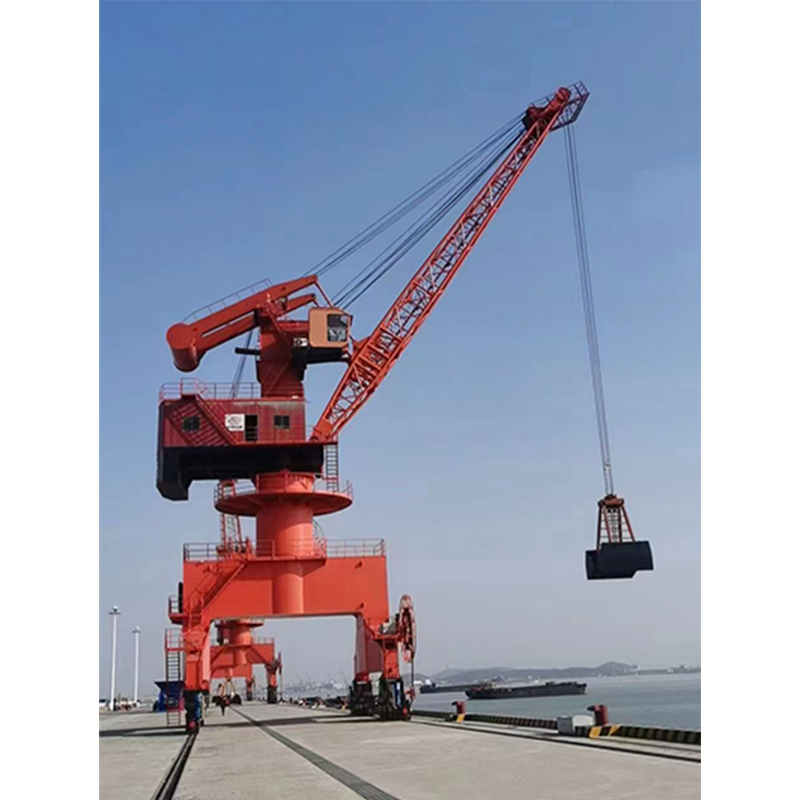 Портальный кран
Портальный кран -
 Кчозловой кран с электрическим подъемом
Кчозловой кран с электрическим подъемом -
 Взрывозащищенный мостовой кран
Взрывозащищенный мостовой кран -
 Изолированный мостовой кран
Изолированный мостовой кран -
 Шлюзовый кран
Шлюзовый кран -
 Строительные подъемники
Строительные подъемники -
 Строительные лифты
Строительные лифты -
 Механическая парковка
Механическая парковка -
 Подвесной кабельный кран
Подвесной кабельный кран -
 Стационарный портальный кран
Стационарный портальный кран
Связанный поиск
Связанный поиск- Передвижной козловой кран 2 тонны поставщик
- Универсальный козловой кран
- Китай строительный подъемник zlp 630
- Опорные мостовые краны завод
- Кран на железнодорожной платформе производитель
- Кран мостовой электрический однобалочный 2 т производители
- Дешево техническая башенный кран
- Козловой кран
- Дешево стационарный портальный кран
- Оптом портально стреловой кран